

火星への道

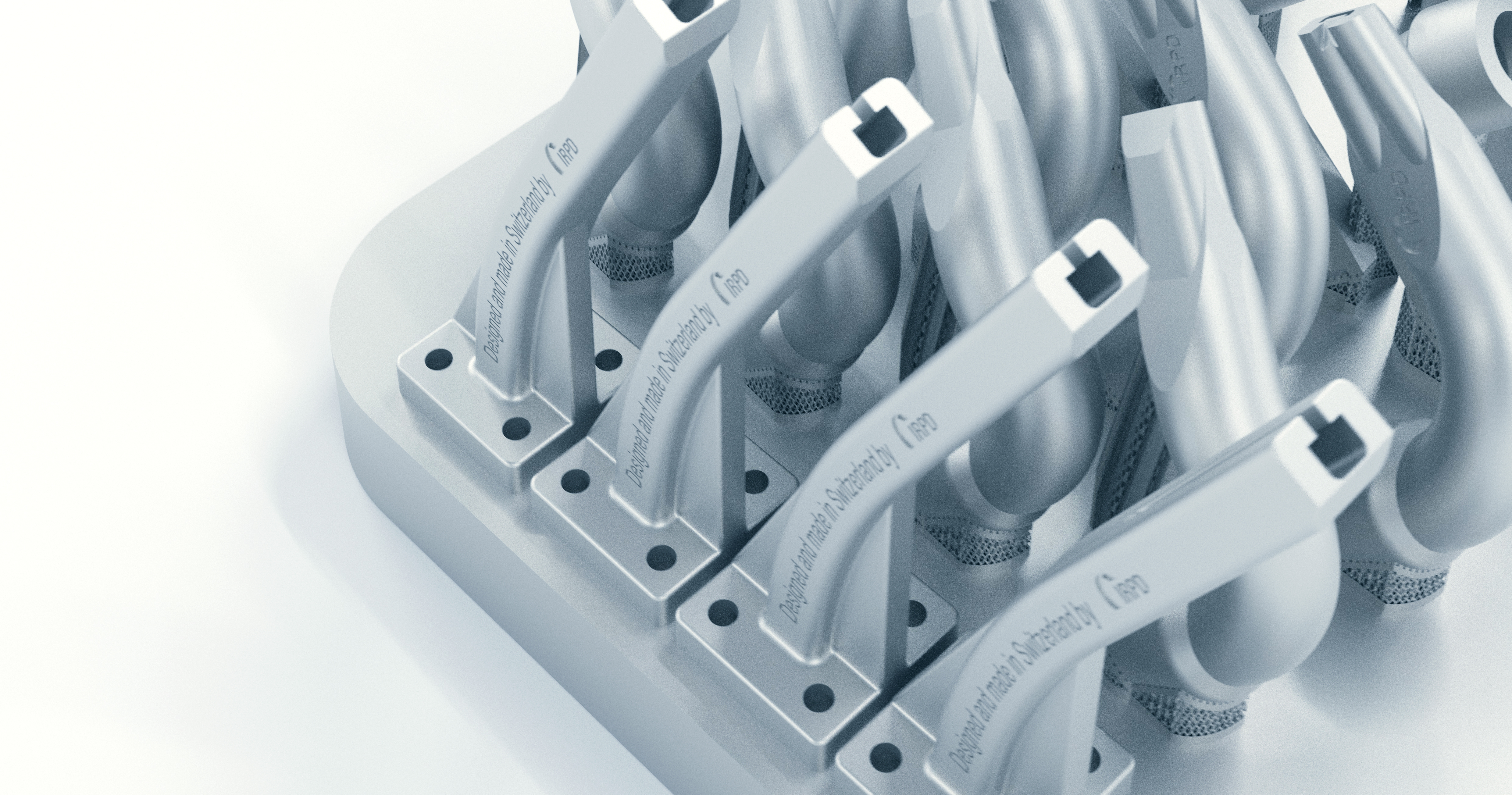
目立たない灰色のボックスが火星の赤い砂 の上にあります。衛星システムからは煙が 上がっています。宇宙飛行士のAlexander Gerstはロボットの「Rollin’ Justin」を宇宙 船から制御します。このロボットが、火星 の地表で衛生システムを開きます。ロボッ トは煙を出しているモジュールを特定し、 これを新品と交換します。Alexanderはタブ レットを使い、ロボットがどの作業ステッ プを実行するかを決定します。「完了!」 そして、火星との通信が確保されました。 ―もちろん、このストーリーはシミュレ ーションとして行われたものです。実際に はAlexander Gerstは国際宇宙ステーション (ISS)から、ドイツのオーバープファッフェ ンにある宇宙センターのロボット「ローリ ング・ジャスティン(Rollin’Justin)」を操作 しました。このようなインテリジェントロ ボットは遠くにある惑星の発見と開発にお いて決定的な要素になると考えられていま す。もしかするとローリング・ジャスティ ンやその仲間のロボットと一緒に、UNITED GRINDING Groupの技術も火星で使われる かもしれません。 たとえば、ロボット用減速ギアはロボッ トの関節に使われます。このギアにより関 節駆動用モーターの回転数が変わります。 このギアなしでは、ロボットは計算に基づ く適度な動作を実行できません。 「経済性、性能および加工品質を組み合 わせると、他のどの製造方法よりも研削がマッチしています」と、チューリッヒ工科 大学・工具工作機械・加工研究所のKonrad Wegener教授は言います。ロボット減速ギ アはこのことを印象強く示しています。直 径公差が+/- 3 μmである半円状の溝が研削さ れて関節になります。製造は年中無休で、 無人で行われます。「MÄGERLEの機械は そのようなギアを毎年約250万個研削してい ます」と、製品マネージャーのViktor Ruhは 見積ります。
3つの基準
製造方法としての「研削」は非常に古い技 術です。古代ギリシャの人々は水やオイル で研削石を冷却していました。そして、近 代の研削盤が登場してから174年経過した 今も研削と言う製造法は少しも重要性を失 っていません。 「今日、このプロセスは最高水準の加 工速度、短いサイクル時間、そして工具摩 耗が極めて少ないことで傑出しています。 この強みは他のテクノロジーでは得られま せん」とHarri Rein(CTO、工具テクノロジ ーグループ)は総括します。Daniel Huberは 円筒研削について、Daniel Mavroは表面研削 およびプロファイル研削について、この役職 を務めています。彼らは当企業グループのチ ーフ・テクノロジー・オフィサー(CTO)であ るChristoph PlüssとともにCTOボードを形成 し、8つの企業ブランドの技術開発のための 方針を定めています。
ロボットだけではなく、マイクロエレ クトロニクスにおいても、研削が用いら れます。電子コンポーネントの基板となる 半導体ウェハーが研削されます。革新的な テクノロジーにおける新しい材料では、適 切な加工方法を見つけなければ使用できな いことがよくあります。航空宇宙産業の駆 動装置などにおけるセラミックの複合材料 は、研削による加工が最良です。「自動車 や飛行機に使用される炭素繊維強化プラス チック製軽量コンポーネントの加工では、 研削で造られたPCD工具がマッチします」 と、Huberは説明します。
使用における利点
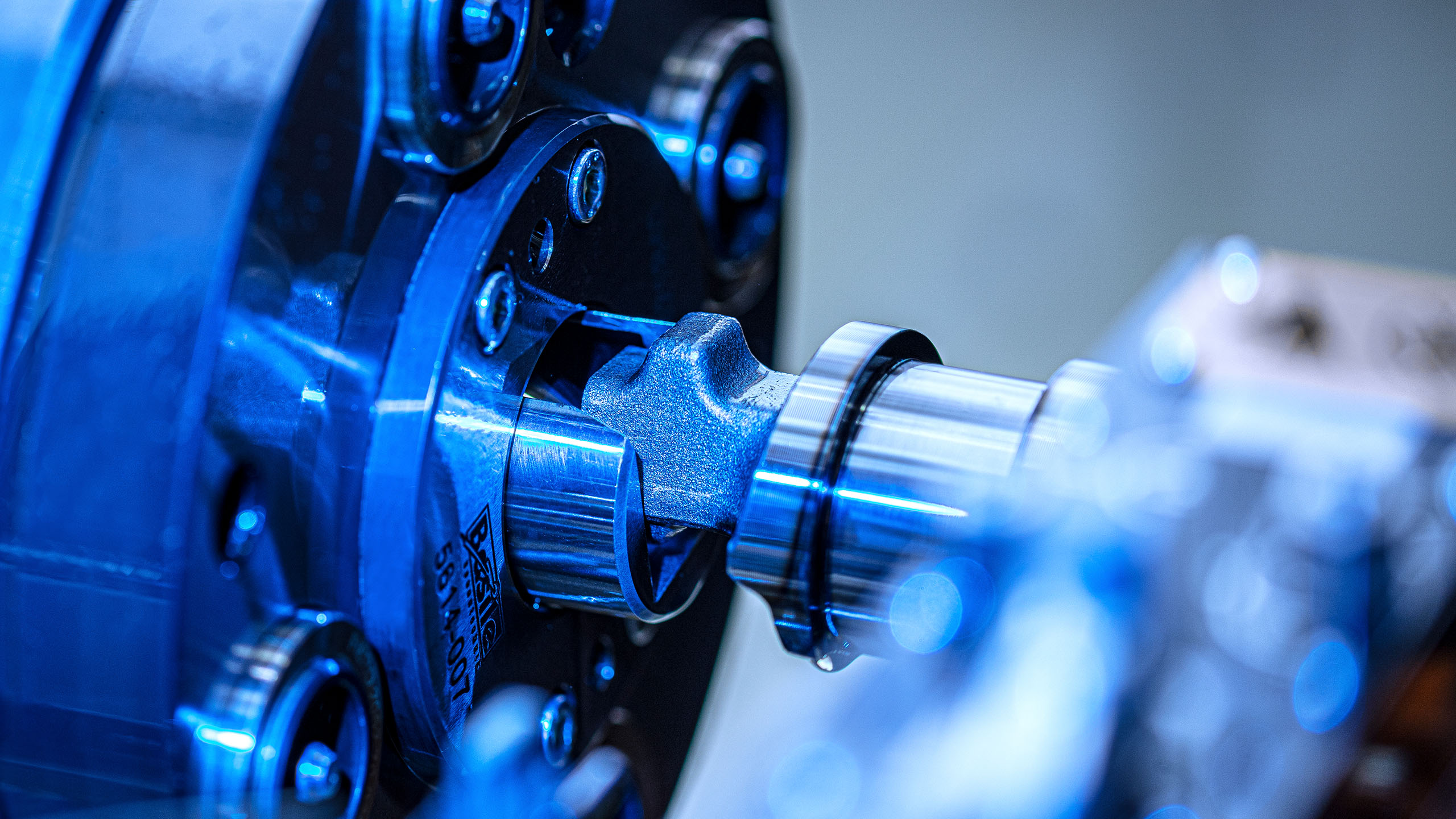
研削の高度な加工品質は、産業用途で多く の利点を生みます。「自動車セクターで表 面品質がより精密になると、摩擦が減り、 エンジン効率が向上します」とMavroは言 います。「航空宇宙産業では公差がより厳 格であり、冷却エアの損失を減らすことな どにより、駆動装置の効率を高めます。」 例えば自動車分野では、当企業グルー プのブランドは多くの革新的な用途を提 供します。例えばSCHAUDT ShaftGrind S でのバランスシャフトの研削です。このバ ランスシャフトは逆の周波数を生み出すこ とで、燃焼エンジンの稼働音を低下させま す。このシャフトは直線でもシリンダー状 でもないため、加工では大きな課題があり ます。MÄGERLE MFPでのステアリングラックの加工も同様です。ここでは1回のクラ ンプで、最大プロファイル深さ11mm、最大 幅300mmのワークピースを最大8個まで研 削します。これはスピンドルの出力と機械 全体の安定性にとって、大きな課題です。

測定と研削
実際の研削プロセスは、測定やドレスなど の前後のプロセスに連結できます。「ここ では研削盤と測定機を一つのセルとして構 成し、ロボットをインターフェースとして 組み込むことができます」とCTOのReinは 言います。その結果、大量の製品を、無人 の完全自動化製造(Lights out production) できます。WALTERの機内測定システム IMSでは、生産する工具のパラメータなど を保存できます。相違がある場合、システ ムは加工プロセスを補正、あるいは公差外 の場合、生産を停止します。「小ロットの 場合や、工具一本の場合でも、高精度研削 にはインプロセス測定が重要です」とHuber は説明します。 ドレッシングにより、研削砥石の摩耗 が補正されます。これにより、加工中の工 具の公差が均一に保たれ、品質が保証され ます。「特定の用途では、セラミックのよ うなより硬材質が用いられるようになり、 これらの材質は超砥粒を必要とします。そ してこれらの超砥粒は、高強度、メタルボ ンドを必要とします」とWegenerは説明し ます。 そしてメタルボンド研削砥石に対して は、WireDress®テクノロジーがドレッシン グの手段になります。ワイヤ放電加工の原理に従い、WireDressでは非接触式で砥石を ドレッシングします。その結果、粒子の無 い範囲が最大化し、切削性が最適化されま す。「WireDress®は、メタルボンド研削砥 石がより広く普及するために役立つと思い ます」と、この技術をSTUDERと共同開発 したWegener教授は言います。
人的な要因
研削プロセスの結果を決める他の重要な要因 として、従業員が挙げられます。「従業員の 経験知識はとても重要です」と、Reinは強調 します。そのためUNITED GRINDING Group の全ての企業は、従業員の研修に熱心に投資 します。(これについては36ページ以降を参 照) 。人のノウハウは、デジタル化が進む過 程でもその重要性を失いません。 「今日の技術者が持つ経験知識は、アシ スタントシステムとデータベースに取り込む 必要がある一方で、今後オペレーターは、さ らに厳しい課題に直面することになります」 とHuberは言います。なぜなら、「複雑な製 造プロセスにおいては、オペレータは全く 別の水準の能力が求められるからです」と Mavroは補足します。 そのためにUNITED GRINDING Group には2つの決意があります。1つ目はテクノ ロジーを改善すること、そして2つ目は従業 員の能力も向上させることです。 写真: バランスシャフトを加工するShaftGrind S (SCHAUDT MIKROSA GmbH、ライプツィヒ (ドイツ)で撮影) 。